|
You are reading the older HTML site
Positive Feedback ISSUE 55
YG Acoustics Factory Tour
In mid-October, the day after the RMAF 2010 at Denver's Marriot Tech Center Hotel, my wife, Lynn, and I were treated to a tour of the YG Acoustics factory, which happens to be located in Arvada, CO. On a sunny Monday morning, we piled into a car with Dick Diamond, the director of sales and marketing, and pulled up a mere half hour later at an industrial building, the ordinariness of whose façade made an excellent foil to the eye-popping, high-tech manufacturing going on inside.
Lynn, Yoav, Dick Diamond, and Joe Kubala First the introductions... That's Lynn, on the left; then Yoav Geva, the president; Dick Diamond; and Joe Kubala (the cable guy). Not shown, but also present was Bill Parish of GTT Audio.
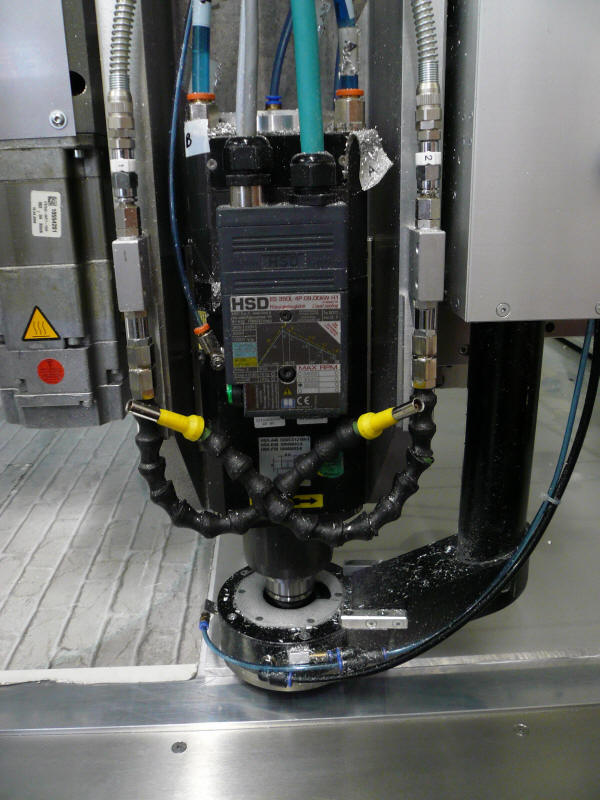
Overhead crane for lifting aluminum slabs YG is one of a handful of speaker manufacturers using aluminum cabinets. Cabinet parts are machined from a solid billet of metal, not extruded or tooled. Slabs of aviation-grade, heat-tempered aluminum are hoisted by this crane and positioned on the CNC mill table.
The CNC mill in action The slab is held on the table by air suction. Once the machine operator selects the specific program—are you making cabinet parts or driver cones today?—the CNC mill goes into action, methodically positioning itself at different points, selecting milling tools, drilling speeds, etc, as it traverses the slab, all without further human intervention. The whole process is computerized. The photo shows the Portatec mill drilling a screw hole . This mill is one of the few that can operate at speeds up to 32,000 RPM . When drilling aluminum there are no sparks or fireworks like you would have with stainless steel.
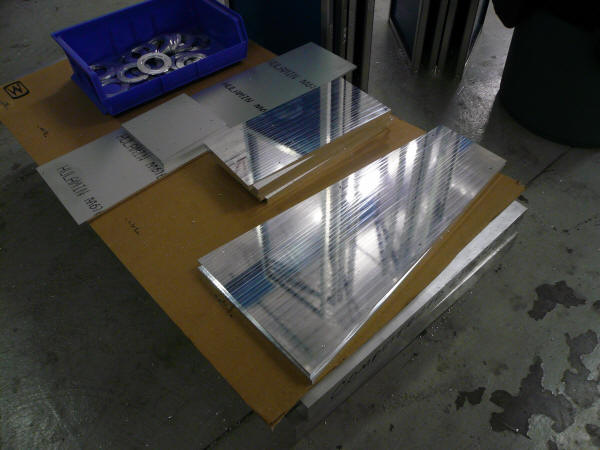
Aluminum cabinet parts Here are some raw cabinet parts. You'd be surprised at their weight—not as heavy as steel, but much heavier than wood or mdf. This grade of aluminum is superior to wood, mdf, composite materials and all the other likely metals for this purpose, in YG's opinion. It has the highest stiffness to mass ratio; it can be machined to the tightest tolerances; it is non-magnetic; it is less resonant.
CNC polishing robot The machined parts are precision-ground on this Kuhlmeyer CNC polishing robot to apply the finish and harden the surface of the material.
Aluminum grinding/polishing machine This manually operated machine from Knopp grinds and polishes the edges of the aluminum plates.
Double walled enclosures Cabinet walls are double layers of metal . Different thicknesses are used for different sections of the enclosure. Furthermore, YG found ways to configure the cabi net so that internal resonances and standing waves are reduced without the use of stuffing. You won't find any stuffing in the enclosure, but you will find pinpoint anti-resonance technology. They call this FocusedElimination™ cabinet design.
Tweeter crossover This photo shows a tweeter crossover before it has been cleaned up and prepared for testing. Look closely at the board: the circuit parts are the best available, including expensive Mundorf silver/gold capacitors. Each component is soldered and held in place in a variety of fashions. The silicon gel on the board gives a secure hold down while preventing vibration of the part. These crossovers are designed in-house using proprietary software and YG considers them their single most significant breakthrough. Other manufacturers use off-the-shelf crossovers that are optimized to give either flat response or phase coherency—none can do both and the speaker designer has to choose between them. The YG crossover alone is optimized in both domains. YG calls this crossover modeling software DualCoherent™.
Coil winding machine This machine is dedicated to the winding of toroidal air core inductors. (The copper rings at the bottom of the photo.) YG rolls their own using copper wire wound around a plastic ring, where the center is hollow like a donut. The typical air core inductor used in crossovers wraps wire only on the outside, like thread around a bobbin. YG claims this ToroAir ™ inductor has less signal contamination than standard ones. This is new in the Series III crossovers.
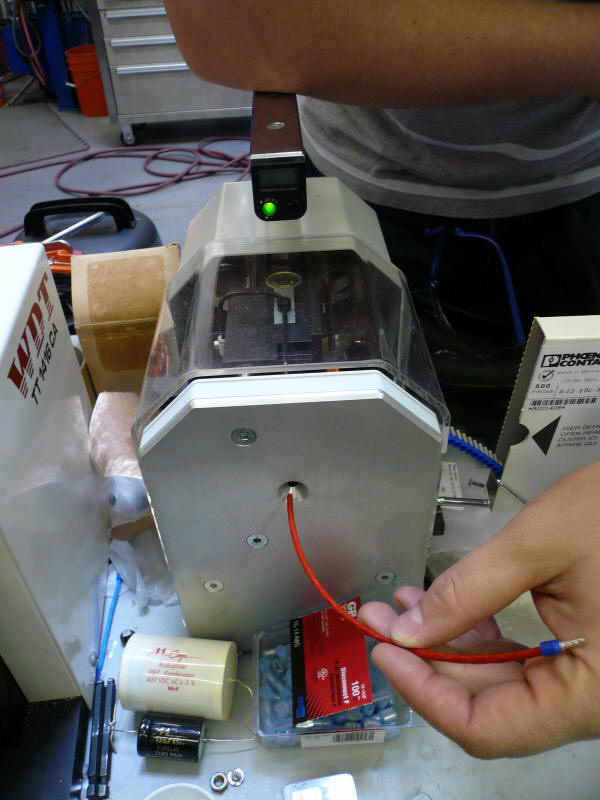
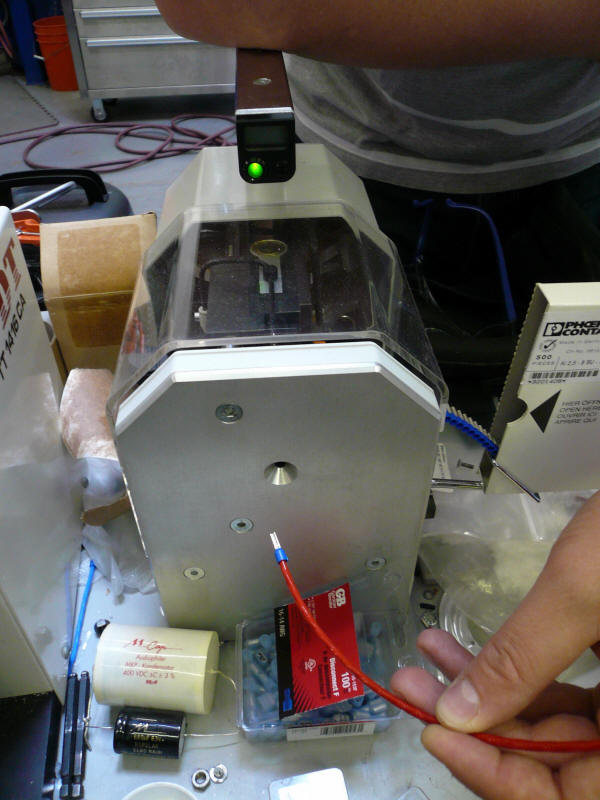
Wire termination machine: before above and after below
This is a press dedicated to terminating wire. That's all it does. If you cannot accept less than a perfect termination, purchase this $10,000 machine. You slip the cut wire end in, the press applies 2-tons of pressure, and out comes an oxygen-free termination that'll stay that way for good. Every other means of termination will let the metal oxidize over time. YG figures it'll pay for itself, eventually.
Milling the driver cone If you've been impressed thus far, better hold onto your hat, because now we're coming to the truly far-out, space-age stuff. The big change, big enough to warrant the Series III designation on its own, is the new mid and bass driver cones. This photo shows the evolution of a driver cone. The lower left object is how a midrange cone starts out, as a solid billet of aluminum. The CNC mill carves out the front (second object). The third object shows the carved out backside of a black anodized midrange cone. The spider ribbing is milled into it—not added afterwards. The next object is a finished woofer cone—same thing, just larger. And below it is a screw-in dust cap, manufactured in the same way.
98% of the 16lb
block goes into the recycle bin and a 0.008" shell is left, which will become a midrange cone. A Series III woofer
cone is 0.01 "
thick. It takes a day to carve out a woofer cone
like this on the CNC machine. Four mids can be made
With a full
production schedule, ten to twenty-five pairs of
speakers a month are churned out, depending on
whether it's an Anat Reference III Professional or
Carmel being manufactured—not a lot considering the
size of the factory floor (10,000 square foot) and
the five dedicated factory workers. (There are
another five employees on the administrative side.)
Why go through
all this trouble? When asked the question, Yoav
showed us electron microscope photos of different
conventional cone surfaces—they all have ridges,
fissures or other surface irregularities.
Theoretically, this should introduce distortion.
This elaborate process of machining speaker cones
from solid billet is called BilletCore™. It is the
only way to produce a cone with a perfect surface.
Old mid driver cone
New mid cone
On the left is
the old Series II impregnated paper cone midrange
driver. On the right is the Series III aluminum cone
replacement.
Current
woofer modules
Tweeter
wave-guide
This circular
piece of aluminum holds the tweeter. Again, it is
milled from an aluminum block to fit the exact
dimension of the tweeter cutout on the baffle.
Now it gets
interesting. How do you attach this tweeter
wave-guide to the baffle? Most manufacturers use
screws, but YG claims screws on the face of the
baffle introduce measurable diffraction patterns.
So, screws are out.
The solution:
Freeze the tweeter wave-guide to -30 degrees
Fahrenheit to shrink it. While still chilled, it is
fitted into the opening on the baffle. When it warms
up it expands to form a tight seal with the baffle
opening. No glue or screws are used on the outside!
(Note: screws are used on the inside to secure it to
the baffle.)
The tweeter itself utilizes a
Scanspeak Illuminator motor design that undergoes
extensive
re-machining of the magnet/motor system at the YG
factory, a process they call ForgeCore™. This is
another new feature in the Series III.
Speaker
measurement rig
That's an Anat
Studio woofer in front of a microphone. Before
leaving the factory, every Anat Main Module of
midrange drivers and tweeter is placed on this
woofer and fed test signals, which are recorded by
the microphone in this dedicated setup. The
parameters of every Main Module are kept on file for
reference.
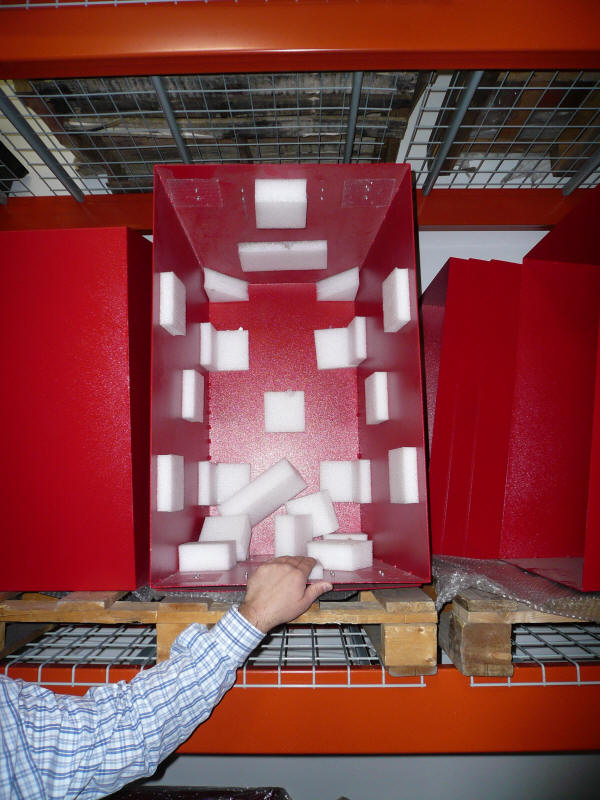
The
inside of an aluminum shipping container
The finished
units are packed in these red, laser-cut aluminum
cases. Speakers shipped in wooden crates have a
small chance of being damaged—too great a risk for
YG.
The entire production area is a
"clean-room" environment. All of the particles
produced in the milling process are removed from the
air and dumped into a sludge bucket by a wet dust
collector.
YG's
listening room
We finished the
tour with a listening session in the cavernous
factory soundroom. The system consisted of a dCS
Scarlatti front-end, Krell amplification, Kimber
wires and YG Anat III Professional speakers. We
listened to a few of their reference recordings,
standard demo fare selected to elicit the wow
reaction for scale and power, which it certainly did .
I was bold and asked if I could hear a solo violin
track from my own CD, prefacing the request with,
"Given this huge space, I don't know how it'll
sound." Dick said, "Sure!"
What struck me was the warmth
and smoothness of the frequency response. It was
full range and seamless and reminded me of single
driver Lowther speakers. The tweeters were gone,
completely integrated as a sound source. Ditto for
the powered subs. If this is what the elimination of
tiny fissures in driver cones, the removal of screws
on baffles, perfectly flat frequency response and
phase coherency sounds like, then it's well worth
the effort.
Tour
over, we said our goodbyes
I made a point of mentioning
several equipment suppliers by name in the copy
above because they read like a who's who of the
world's best. Several of these machines are custom spec'ed to first-ever tolerances and functionality.
We left with our heads
spinning. There was so much to absorb. So much of
what we saw belonged in a NASA laboratory, not what
you'd expect to find in a high-end speaker assembly
plant.
|



.JPG)